深耕防火涂料
深耕防火涂料
为了·安全的明天




全国热线
400-1103119
 深耕防火涂料
深耕防火涂料
为了·安全的明天
400-1103119

在钢结构防火工程中,随着环保政策的收紧,水性防火涂料已逐渐取代传统的溶剂型产品。然而,许多施工团队在转型过程中遇到了一个棘手的“拦路虎”——闪锈。明明刚做完表面处理,涂料刷上去还没干透,表面就冒出了锈点。对于厚度通常在几毫米甚至更厚的防火涂料而言,这不仅影响外观验收,更可能破坏涂层与基材的附着力,留下安全隐患。
深度解析:防火涂料“闪锈”的成因
闪锈,顾名思义,就是“瞬间产生的锈蚀”。在水性钢结构防火涂料的施工中,其产生机理比普通水性漆更为复杂,主要由以下几个核心因素叠加导致:
水的“双刃剑”效应:水性防火涂料以水为分散介质。涂料上墙后,水分在挥发过程中,金属基材表面长期处于“水浸润”状态。此时,水、氧气与钢铁基材构成了原电池腐蚀环境,铁元素失去电子被氧化,形成肉眼可见的红褐色铁锈。
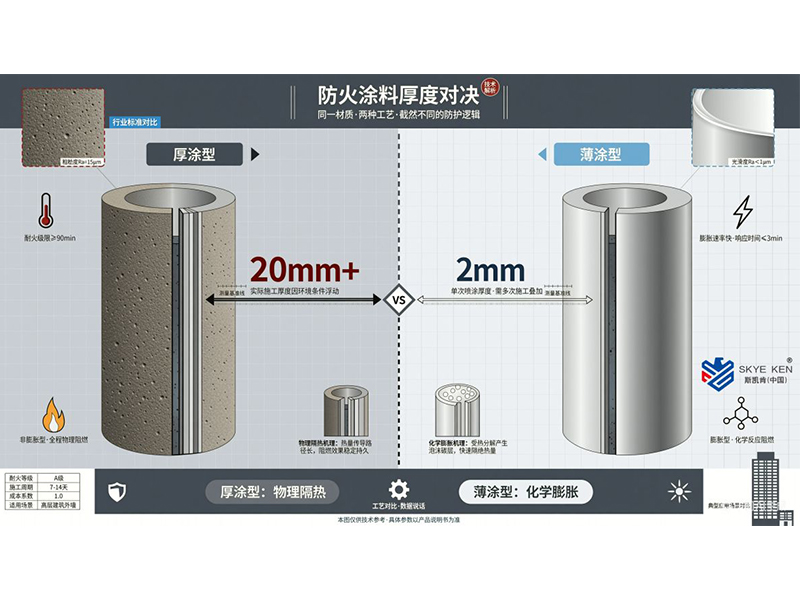
厚涂工艺的“闷湿”难题:与普通防锈漆不同,非膨胀型(厚型)或膨胀型防火涂料通常需要一次性厚涂或多道厚涂。较厚的涂层导致内部水分挥发路径长、速度慢。水分被“闷”在涂层与钢材界面之间,大大延长了电化学腐蚀的时间窗口。
焊缝与杂质的“催化”:钢结构施工中存在大量焊缝。埋弧焊剂中残留的硫、锰、碳等杂质,以及钢材表面的氧化皮、盐分,都是极强的腐蚀催化剂。这些部位电位差大,极易成为闪锈的“爆发点”。
环境温湿度的“助攻”:夏季高温高湿或冬季低温环境下施工,水分挥发受阻。特别是在相对湿度大于85%时,空气中的水分也会阻碍漆膜干燥,导致闪锈几率成倍增加。

避坑指南:如何有效规避闪锈?
要解决闪锈问题,不能单靠某一种手段,而需要从材料选择、基材处理、环境控制到施工工艺进行全流程管理。
基材处理:杜绝“带病”上岗
彻底除锈:这是基础的一步。必须严格按照标准进行喷砂或抛丸除锈,达到Sa2.5级,彻底清除氧化皮、焊渣和油污。
焊缝清理:重点清理焊缝处的焊剂残留。对于焊缝等活泼金属区域,建议先预涂一道高渗透性的水性防锈底漆进行封闭。
及时涂装:除锈后的钢材应在4小时内(潮湿环境缩短至2小时)完成底漆涂装,防止二次返锈。
材料选择:自带“免疫”系统
选用含防闪锈剂产品:优质的水性防火涂料配方中应含有防闪锈助剂。这些助剂能优先于铁原子与氧气反应,或在金属表面形成钝化膜,阻断电化学腐蚀路径。
配套底漆:如果防火涂料本身防锈能力有限,必须配套专用的水性环氧底漆或防锈底漆,严禁直接在裸露钢材上厚涂防火涂料。
施工环境:把控“天时地利”
温湿度红线:施工环境温度应控制在5℃-35℃,相对湿度应低于85%。
强制通风:在通风不良的室内或箱型梁内部施工时,必须使用轴流风机进行强制通风,加速水分挥发,打破“闷湿”环境。
工艺控制:薄涂多道与设备调整
拒绝“一口吃成胖子”:虽然防火涂料要求厚度,但建议分多道施工。一道宜薄涂,主要起封闭和防锈作用,待其表干(水分挥发一部分)后再涂后续涂层。
设备调整:使用无气喷涂时,调整合适的压力和喷嘴口径,确保雾化效果良好,避免漆膜过厚导致流挂和内部积水。